SoundCamでのエア漏れ検出とコスト低減
工場では圧縮空気がよく用いられていますが、そのエネルギーコストについて考えたことはありますか?
エアーブローや各種エアーツールは工場に必要不可欠なツールです。そのため、圧縮空気用の配管が張り巡らされていることも多いでしょう。
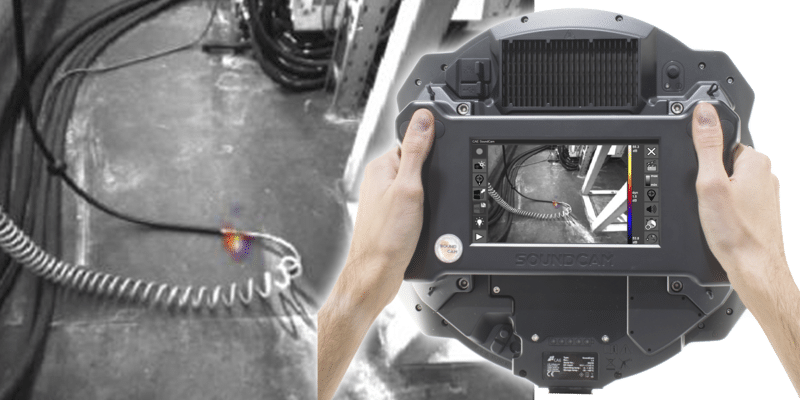
以下の写真はSoundCamと、それを用いて検出したエアリークの様子を示しています。SoundCamはエア漏れ音を検知し、リアルタイムで画面上にカラーマッピング表示をしてくれるツールです。稼働中で近付きにくい設備でも離れた位置からカメラを向け、広範囲を一度に撮影出来ることから、迅速にエア漏れ箇所を検知するのに役立つツールです。
エア漏れによる損失コスト
圧縮空気システムのライフサイクルコスト(LCC)を考えてみます。導入時にある程度のコストが必要となりますが、長期間の運用を考えると、エネルギーコストが最も大きな割合を占めることとなります。以下の例ではLCCの78%がエネルギーコストとなっています。
投資コスト(16%) 121,846 €
メンテナンスコスト(6%) 45,682 €
エネルギーコスト(78%) 594,000 €トータルコスト(100%) 761,538 €
仮定:110kW、ライフサイクル 15年、年間稼働時間 4000時間、電力単価 0.09 € / kWh
このようにエネルギーコストが大部分を占めますが、システムに不具合があった場合、効率が低下して余計なエネルギーコストが発生してしまいます。そのままでもシステムを稼働させることは可能かもしれませんが、安全上も不具合を放置するのは良くありません。そのため、各企業は定期的に機械・設備の検査・メンテナンスを実施する必要があります。
圧縮空気システムの場合、エア漏れを検出し対処することで平均で12%のエネルギーコストを削減することが出来るとも言われています。上記の例で考えると、71,280 € ものコスト削減ができ、安全性も向上。また、メンテナンス間隔や耐用年数の延長も期待でき、コスト削減が期待できます。
SoundCamで効率的なエア漏れ検出
エア漏れの検出にSoundCamは有効なツールです。
SoundCam 2.0 にバージョンアップし、最高検出周波数が60kHz(推奨使用範囲。最高設定値は100kHz。)となりました。(従来のSoundCamは24kHz。)
エアリークの発する高周波音の検出に、従来以上に力を発揮します。

IP54準拠の防塵・防滴性能により現場での使用にも安心。LEDライトも搭載しているため、暗い環境での測定も可能です。
測定の準備は、本体を持参し電源を入れるだけ。組み立てなどは不要で、簡単に“音の可視化”し、記録することが出来るハンディ音響カメラです。
カタログ閲覧・お問い合わせ
測定可能最高周波数が大幅に向上した SoundCam 2.0 の情報は、現在公開に向けて準備を進めております。デモ機もご準備しておりますので、詳細説明をご希望の場合、弊社にお気軽にお問い合わせください。
(本ページ下部のカタログ閲覧用フォームの入力欄をご利用ください。)
カタログもご準備しております。下記のフォームにご記入いただき、送信してください。ご入力いただいたメールアドレスに、閲覧用URLを送付いたします。(プライバシーポリシー)
音を“見える化” - 音響カメラ
フォーム送信後、すぐに閲覧URLが送付されます。
ご不明点がございましたらお気軽にシステムプラスにお問い合わせください。