 |
|
| (株)システムプラスはACOEMの日本代理店です |

振動診断の基本
機械診断・監視 |
振動を分析することは機械の状態を把握するために非常に重要です。振動分析は単純な場合だけでなく複雑で難しい場合もありますが、振動信号はどのようなものかという基本をきちんと理解しておくことがどのような振動分析の場面でも大切です。
振動の測定
振動分析を行うためには振動を測定する必要があります。振動の測定には加速度ピックアップと、アナライザーなどのデバイスの二つが用いられます。
加速度ピックアップは測定対象に取り付けます。測定対象である機械と同じように振動することで、加速度を測定します。加速度は電圧として出力され、振動が大きくなるほどに電圧も大きくなります。
アナライザーは振動の様子を表示するためのデバイスです。加速度ピックアップから出力した電圧が入力されますが、この電圧が加速度や変位・速度に変換されてアナライザー上に表示されます。電圧と加速度の対応は、出力電圧の範囲と加速度センサーの感度によって定まります。
また、振動の分析では振動の周波数(=電圧の周波数)も重要な要素であり、アナライザー上で分かりやすく確認することが可能です。
以下のセクションでは具体的なアナライザー上の表示をお示ししつつ、そこからどのようなことが読み取れるのかをご紹介していきます。
ファンの測定
今回お示しする事例はベルト駆動のファンでの測定例です。ファンの軸受け部分に加速度ピックアップを取り付け、機械を動かすと振動データが収集出来ました。
時刻暦波形の表示
以下の波形はアンバランスが生じているファンの振動を時刻暦波形で表示した結果です。
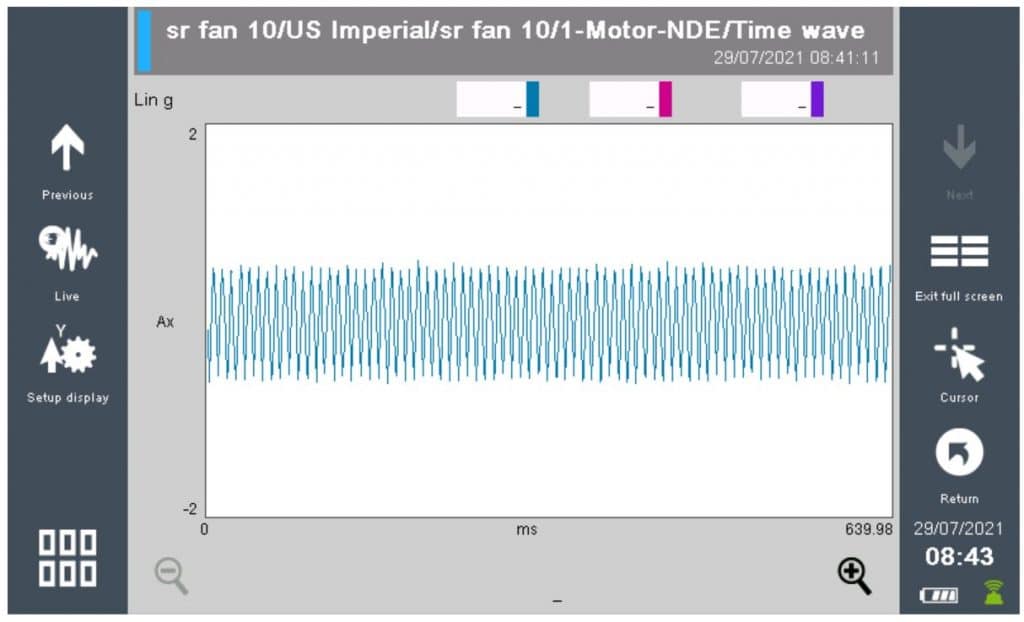
アンバランス状態ではファンの1回転に対して1回振動が生じるため、単純な正弦波の波形が得られます。単純な正弦波であれば1分あたりに何度繰り返しが生じているのかを時刻暦波形で読み取ることで周波数を知ることも可能ですし、振幅から加速度の大きさもすぐに読み取ることが可能です。
しかし、このような単純な正弦波が測定できることばかりではなく、特に何らかの不具合が生じている場面では複雑な波形が測定されます。例えばこの装置を駆動させるモーターやベルトは異なる周波数で駆動しているため、異なる振幅・周波数の振動が生じています。またベアリングが破損していればさらに異なる振動が生じています。これらの振動もまた加速度ピックアップに到達し、実際に測定する振動はこれらを重ね合わせたものとなります。
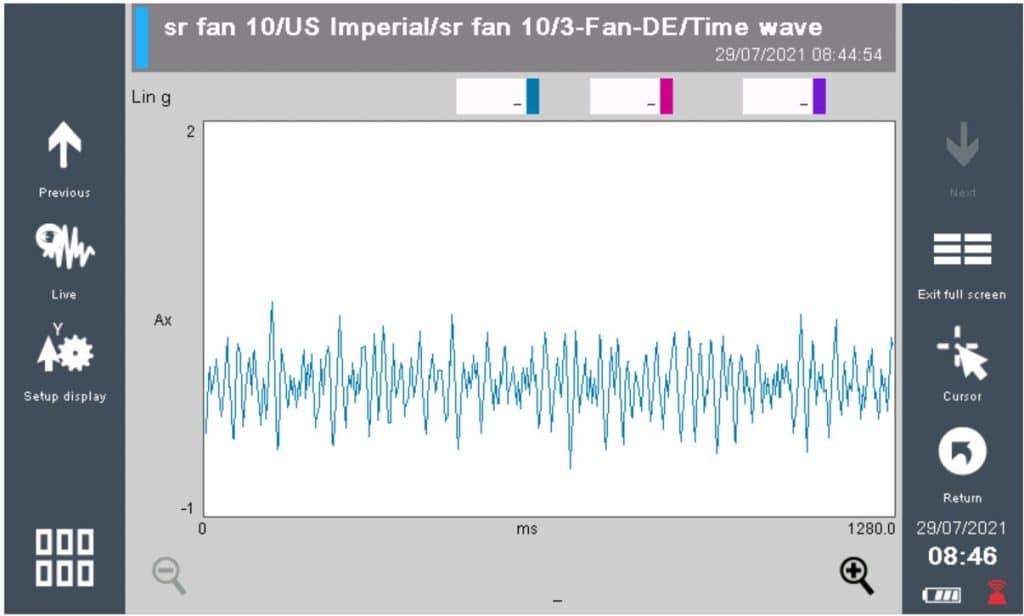
様々な振動が重なった結果、上図のような時刻暦波形が得られることとなります。一つ前にお示しした単純な正弦波の波形と見比べるとその複雑がよくわかります。この波形から振幅や周波数を求めることは困難です。そのために別の形式で表示することがよくあります。
周波数成分の表示
複雑な振動であったとしても、単純な正弦波の重ね合わせで表すことができます。FFTにより時刻暦波形を単純な正弦波に分解し、それらの単純な正弦波の周波数と振幅を元にグラフを生成します。
時刻暦波形では横軸は時間でしたが、周波数成分の表示では横軸が周波数です。グラフ上にはいくつかのピークが確認されますが、その周波数からどのような状態であるのかを判断していきます。そのために必要となるのが機械の各コンポーネントの周波数を把握することです。実際の事例をご紹介します。
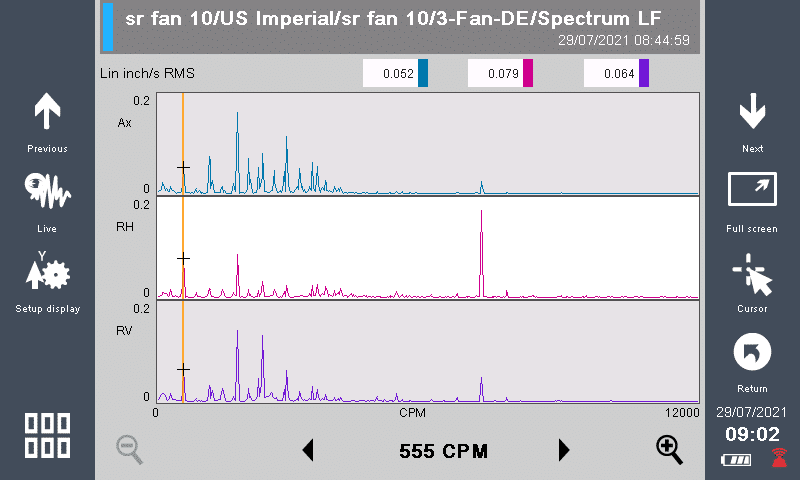
前述のファンの振動を周波数成分表示したものです。軸方向、水平方向、垂直方向の周波数成分がそれぞれ表示されています。いくつかのピークが確認できますが、最も低いところにあるピークが555cpm(rpm)の位置(オレンジのカーソル位置)に確認できます。実は今回測定したファンの回転速度は555rpm(cpm)であり、ファンの回転に同期した振動によってこのピークが生じていると考えられます。なお、各方向の速度は画像の右上にも書かれている通り、それぞれ以下の値でしたです。
- 軸方向:0.062 インチ/秒
- 水平方向:0.079 インチ/秒
- 垂直方向:0.064 インチ/秒
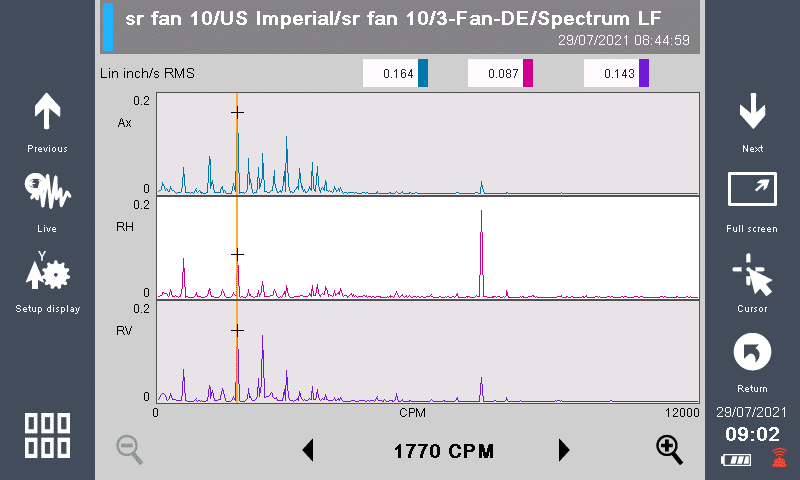
こちらの画像は同じ周波数成分のグラフですが、カーソル位置がモータの回転速度である1770cpmに設定されています。よってこのピークはモーターの回転に同期した振動によって生じており、その値は以下の通りでした。
- 軸方向:0.164 インチ/秒
- 水平方向:0.087 インチ/秒
- 垂直方向:0.143 インチ/秒
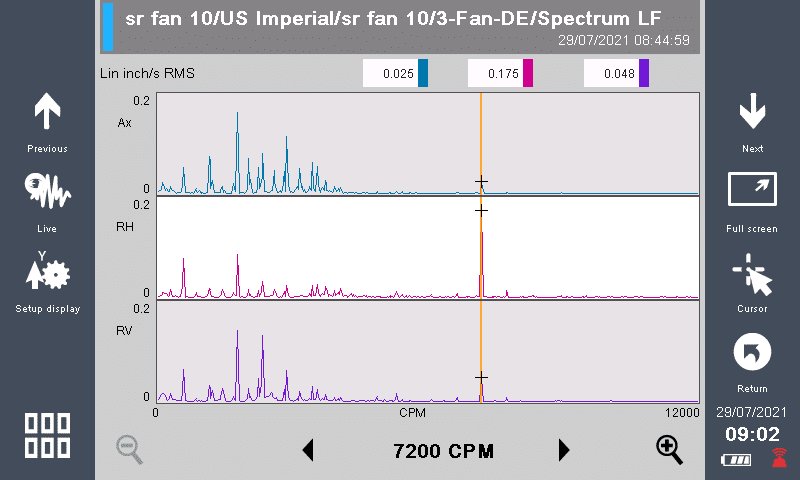
さらに別の周波数での値を確認をしておきます。7200cpmの位置にカーソルがありますが、これは120Hzに相当します。60Hz電源で駆動する機器であったため、この周波数の成分は電源に起因するものと考えられます。その値は以下の通りでした。
- 軸方向:0.026 インチ/秒
- 水平方向:0.176 インチ/秒
- 垂直方向:0.046 インチ/秒
この他にも、例えばベアリングに欠損が生じた場合の周波数やサイドバンドの有無などを踏まえて、振動の周波数と振幅から不具合の有無やその場所などの検討を行います。例えば今回の事例の場合は以下のように判断されました。
- ファンはバランスが取れている(ファン回転数の振動は許容範囲内)
- モーターもバランスが取れている(ファンと同様)
- 電源に起因する成分が大きく、何らかの問題が生じているかもしれない
- 小さなピークはダクトの振動や各部の緩み、ベルトによって生じたものであると考えられる
